
ਸਟੀਲ ਕਾਸਟਿੰਗ
ਸਟੀਲ ਕਾਸਟਿੰਗ ਸੇਵਾਵਾਂ - ਕਸਟਮ ਕਾਸਟਿੰਗ ਸਟੇਨਲੈਸ ਸਟੀਲ ਅਲਾਏ ਪਾਰਟਸ ਚਾਈਨਾ ਕੰਪਨੀ
ਆਈਏਟੀਐਫ 16949 ਪ੍ਰਮਾਣਿਤ ਕਾਸਟ ਸੋਸ ਕਾਸਟਿੰਗਜ਼ ਲਈ ਮੈਨੂਫੈਕਚਰਿੰਗ
ਸਟੀਲ ਕਾਸਟਿੰਗ ਕੀ ਹੈ? ਸਟੀਲ ਸ਼ੁੱਧਤਾ ਕਾਸਟਿੰਗ ਜਾਂ ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ, ਸਿਲਿਕਾ ਸੋਲ ਪ੍ਰਕਿਰਿਆ. ਇਹ ਇੱਕ ਘੱਟ-ਕੱਟ ਜਾਂ ਕੋਈ ਕਟੌਤੀ ਕਰਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਨਹੀਂ ਹੈ. ਇਹ ਫਾਉਂਡਰੀ ਉਦਯੋਗ ਵਿੱਚ ਇੱਕ ਸ਼ਾਨਦਾਰ ਪ੍ਰਕਿਰਿਆ ਤਕਨਾਲੋਜੀ ਹੈ. ਇਸ ਵਿਚ ਕਈ ਤਰ੍ਹਾਂ ਦੀਆਂ ਐਪਲੀਕੇਸ਼ਨਾਂ ਹਨ. ਇਹ ਸਿਰਫ ਵੱਖੋ ਵੱਖਰੀਆਂ ਕਿਸਮਾਂ ਅਤੇ ਅਲੌਇਸਾਂ ਦੇ ਕਾਸਟਿੰਗ ਲਈ ਹੀ suitableੁਕਵਾਂ ਨਹੀਂ ਹੈ, ਬਲਕਿ ਇਹ ਅਯਾਮੀ ਸ਼ੁੱਧਤਾ ਦੇ ਨਾਲ ਕਾਸਟਿੰਗ ਵੀ ਪੈਦਾ ਕਰਦੇ ਹਨ, ਸਤਹ ਦੀ ਗੁਣਵੱਤਾ ਹੋਰ castਾਲਣ ਦੇ methodsੰਗਾਂ ਨਾਲੋਂ ਉੱਚਾਈ ਹੈ, ਅਤੇ ਇਹ ਵੀ ਗੁੰਝਲਦਾਰ, ਉੱਚ-ਤਾਪਮਾਨ ਪ੍ਰਤੀਰੋਧੀ, ਅਤੇ ਪ੍ਰਕਿਰਿਆ ਦੇ ਮੁਸ਼ਕਲ ਤੋਂ ਮੁਸ਼ਕਿਲ ਹੈ. ਹੋਰ ਕਾਸਟਿੰਗ ਵਿਧੀਆਂ ਦੁਆਰਾ ਕਾਸਟ ਕਰਨਾ ਮੁਸ਼ਕਲ ਹੈ ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਦੁਆਰਾ ਸੁੱਟਿਆ ਜਾ ਸਕਦਾ ਹੈ.
ਸਟੀਲ ਸਮੱਗਰੀ ਦੇ ਫਾਇਦੇ (ਸਟੀਲ ਦੇ ਹਿੱਸੇ ਕੱ Castਣੇ):
- ਬਹੁਤ ਉੱਚ ਤਣਾਅ ਸ਼ਕਤੀ
- ਸ਼ਾਨਦਾਰ ਪਹਿਨਣ ਅਤੇ ਖੋਰ ਪ੍ਰਤੀਰੋਧ
- ਚੰਗੀ ਸੁਵਿਧਾਵਾਂ ਅਤੇ ldਾਲਣਯੋਗਤਾ
- ਸ਼ਾਨਦਾਰ ਸਫਾਈ ਦੇ ਨਾਲ ਹਾਈਜੈਨਿਕ
- ਉੱਚ / ਘੱਟ ਤਾਪਮਾਨ ਤੇ ਵਧੀਆ ਪ੍ਰਦਰਸ਼ਨ
ਜੇ ਤੁਸੀਂ ਸਟੈਨਲੈਸ ਸਟੀਲ ਦੇ ਹਿੱਸਿਆਂ ਨੂੰ ਉੱਚ ਗੁਣਵੱਤਾ ਲਈ ਨਿਵੇਸ਼ ਕਰਨ ਲਈ ਇੱਕ ਪੇਸ਼ੇਵਰ ਕਾਸਟਿੰਗ ਸਪਲਾਇਰ ਦੀ ਭਾਲ ਕਰ ਰਹੇ ਹੋ, ਤਾਂ ਮਿੰਘੇ ਇੱਕ ਸਭ ਤੋਂ ਕਿਫਾਇਤੀ ਅਤੇ ਸਮਰੱਥ ਨਿਰਮਾਤਾ ਹੈ, ਉੱਨਤ ਕਾਸਟਿੰਗ ਉਪਕਰਣਾਂ 'ਤੇ ਸਟੀਲ ਰਹਿਤ ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਮਾਹਰ ਹੈ. ਸ਼ਾਨਦਾਰ ਤਜ਼ਰਬੇ ਅਤੇ ਵਿਆਪਕ ਗਿਆਨ ਦੇ ਨਾਲ, ਸਾਡੇ ਕਾਸਟਿੰਗ ਉਪਕਰਣ ਵੱਡੇ ਪੱਧਰ ਤੇ ਨਿਰਮਾਣ ਸਟੀਲ ਇਨਵੈਸਟਮੈਂਟ ਕਾਸਟਿੰਗ ਪਾਰਟਸ ਅਤੇ ਉਤਪਾਦਾਂ ਵਿੱਚ ਬਹੁਤ ਤੰਗ ਸਹਿਣਸ਼ੀਲਤਾ ਤੱਕ ਪਹੁੰਚ ਸਕਦੇ ਹਨ. ਸਾਡੇ ਤਜਰਬੇਕਾਰ ਪ੍ਰੋਜੈਕਟ ਇੰਜੀਨੀਅਰ ਅਤੇ ਮਸ਼ੀਨਿਸਟ ਤੁਹਾਡੇ ਪ੍ਰੋਜੈਕਟ ਦਾ ਧਿਆਨ ਨਾਲ ਵਿਸ਼ਲੇਸ਼ਣ ਕਰਨਗੇ ਅਤੇ ਤੁਹਾਡੇ ਡਿਜ਼ਾਇਨ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ ਨਿਵੇਸ਼ ਪ੍ਰਣਾਲੀ ਦੀ ਸਭ ਤੋਂ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਪ੍ਰਕਿਰਿਆ ਨਾਲ ਇਸਦੀ ਪ੍ਰਕਿਰਿਆ ਕਰਨਗੇ, ਜਦਕਿ ਤੁਹਾਡੇ ਸਮੇਂ ਅਤੇ ਲਾਗਤ ਨੂੰ ਅਨੁਕੂਲ ਬਣਾਉਂਦੇ ਹਨ. ਅਸੀਂ ਸਭ ਕੁਝ ਪੈਦਾ ਕਰਨ ਲਈ ਸਟੀਲ ਦੀਆਂ ਕਿਸਮਾਂ ਦੀ ਇੱਕ ਵਿਸ਼ਾਲ ਚੋਣ ਨਾਲ ਕੰਮ ਕਰਦੇ ਹਾਂ ਅਤੇ ਕਈ ਉਦਯੋਗਾਂ ਲਈ ਸਟੀਲ ਦੇ ਹਿੱਸਿਆਂ 'ਤੇ ਕਸਟਮ ਗੁੰਮ ਗਈ ਮੋਮ ਦੀ ਕਾਸਟਿੰਗ. ਕਿਰਪਾ ਕਰਕੇ ਖਾਸ ਸੂਸ ਪਦਾਰਥਾਂ ਦੀ ਕਾਸਟਿੰਗ ਅਤੇ ਮਸ਼ੀਨਿੰਗ ਲਈ ਸਾਡੇ ਨਾਲ ਸੰਪਰਕ ਕਰੋ.



ਆਪਣੇ ਗੁੰਝਲਦਾਰ ਪ੍ਰੋਜੈਕਟਾਂ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਬਾਰੇ ਵਿਚਾਰ ਕਰਨ ਲਈ ਅੱਜ ਸਾਡੇ ਸਟੀਲ ਕਾਸਟਿੰਗ ਪਾਰਟ ਇੰਜੀਨੀਅਰ ਨਾਲ ਸੰਪਰਕ ਕਰੋ.
ਸਟੀਲ ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ
ਜਿਵੇਂ ਹੀ 1910 ਦੇ ਸ਼ੁਰੂ ਵਿੱਚ, ਇਹ ਪਤਾ ਲਗਿਆ ਕਿ ਜਦੋਂ ਸਟੀਲ ਵਿੱਚ ਸੀਆਰ ਦੀ ਸਮੱਗਰੀ 12% ਤੋਂ ਵੱਧ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਇਸਦਾ ਚੰਗਾ ਖੋਰ ਅਤੇ ਆਕਸੀਕਰਨ ਟਾਕਰਾ ਹੁੰਦਾ ਹੈ. 12% ਸੀਆਰ ਤੋਂ ਵੱਧ ਰੱਖਣ ਦੇ ਨਾਲ, ਆਮ ਸਟੇਨਲੈਸ ਸਟੀਲ ਵਿਚ ਇਕ ਜਾਂ ਵਧੇਰੇ ਮਿਲਾਉਣ ਵਾਲੇ ਤੱਤ ਵੀ ਹੁੰਦੇ ਹਨ, ਜਿਵੇਂ ਕਿ ਨੀ, ਮੋ, ਕਿu, ਐਨਬੀ, ਟੀ ਅਤੇ ਐਨ 2.
ਸਟੇਨਲੈਸ ਸਟੀਲ ਕਾਸਟਿੰਗ ਨਾ ਸਿਰਫ ਵੱਖ ਵੱਖ ਕਿਸਮਾਂ ਅਤੇ ਐਲੋਇਸ ਦੀ ਕਾਸਟਿੰਗ ਲਈ suitableੁਕਵੀਂ ਹੈ, ਬਲਕਿ ਹੋਰ castਾਲਣ ਦੇ thanੰਗਾਂ ਨਾਲੋਂ ਉੱਚੇ ਅਯਾਮੀ ਸ਼ੁੱਧਤਾ ਅਤੇ ਸਤਹ ਦੀ ਗੁਣਵੱਤਾ ਦੇ ਨਾਲ ਕਾਸਟਿੰਗ ਵੀ ਪੈਦਾ ਕਰਦੀ ਹੈ. ਇੱਥੋਂ ਤਕ ਕਿ ਹੋਰ castਾਲਣ ਦੇ methodsੰਗ ਵੀ ਗੁੰਝਲਦਾਰ, ਉੱਚ ਤਾਪਮਾਨ ਪ੍ਰਤੀਰੋਧਕ, ਅਤੇ castਾਲਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਕਰਨਾ ਮੁਸ਼ਕਲ ਹਨ. , ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਦੁਆਰਾ ਸੁੱਟਿਆ ਜਾ ਸਕਦਾ ਹੈ.
ਅਖੌਤੀ ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਸਿਰਫ ਇੱਕ fusible ਨਮੂਨੇ (ਜਿਵੇਂ ਕਿ ਮੋਮ ਜਾਂ ਪਲਾਸਟਿਕ) ਦੀ ਵਰਤੋਂ ਕਰਨ ਲਈ ਸਿਰਫ ਇੱਕ fusible ਨਮੂਨਾ (ਜੋ ਨਿਵੇਸ਼ ਜਾਂ ਮਾਡਲ ਵਜੋਂ ਜਾਣਿਆ ਜਾਂਦਾ ਹੈ) ਦੀ ਵਰਤੋਂ ਕਰਨਾ ਹੈ, ਇਸ ਉੱਤੇ ਵਿਸ਼ੇਸ਼ ਰਿਫ੍ਰੈਕਟਰੀ ਕੋਟਿੰਗ ਦੀਆਂ ਕਈ ਪਰਤਾਂ ਲਗਾਓ, ਅਤੇ ਫਿਰ ਇਸਨੂੰ ਸੁੱਕੋ ਅਤੇ ਕਠੋਰ ਕਰੋ. . ਅਟੁੱਟ ਸ਼ੈੱਲ ਬਣਨ ਤੋਂ ਬਾਅਦ, ਸ਼ੈੱਲ ਤੋਂ ਮਾਡਲ ਨੂੰ ਪਿਘਲਣ ਲਈ ਭਾਫ਼ ਜਾਂ ਗਰਮ ਪਾਣੀ ਦੀ ਵਰਤੋਂ ਕਰੋ, ਫਿਰ ਸ਼ੈੱਲ ਨੂੰ ਰੇਤ ਦੇ ਬਕਸੇ ਵਿਚ ਪਾਓ, ਉੱਲੀ ਨੂੰ ਇਸਦੇ ਦੁਆਲੇ ਸੁੱਕੀਆਂ ਰੇਤ ਨਾਲ ਭਰੋ, ਅਤੇ ਅੰਤ ਵਿਚ ਉੱਲੀ ਨੂੰ ਉੱਚ ਤਾਪਮਾਨ ਦੇ ਨਾਲ ਭੁੰਨਨ ਵਾਲੇ ਭੱਠੀ ਵਿਚ ਪਾਓ. (ਜੇ ਇੱਕ ਉੱਚ-ਤਾਕਤ ਵਾਲਾ ਮੋਲਡ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਡੀਮੋਲਡਿੰਗ ਦੇ ਬਾਅਦ ਮੋਲਡ ਸ਼ੈੱਲ ਨੂੰ ਬਿਨਾਂ ਮਾਡਲਿੰਗ ਦੇ ਸਿੱਧੇ ਫਾਇਰ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ). ਉੱਲੀ ਜਾਂ ਮੋਲਡ ਨੂੰ ਕੱ firedਣ ਤੋਂ ਬਾਅਦ, aਾਲ਼ੀ ਧਾਤ ਨੂੰ ਇਸ ਵਿਚ ਸੁੱਟਿਆ ਜਾਂਦਾ ਹੈ ਤਾਂਕਿ ਇੱਕ ਕਾੱਸਟਿੰਗ ਪ੍ਰਾਪਤ ਕੀਤੀ ਜਾ ਸਕੇ.
ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਦੀ ਅਯਾਮੀ ਸ਼ੁੱਧਤਾ ਤੁਲਨਾਤਮਕ ਤੌਰ ਤੇ ਉੱਚ ਹੈ, ਆਮ ਤੌਰ ਤੇ ਸੀਟੀ 4-6 (ਸੀਟੀ 10 ~ 13 ਰੇਤ ਦੇ ingੱਕਣ ਲਈ ਅਤੇ ਸੀਟੀ 5 ~ 7 ਡਾਈ ਕਾਸਟਿੰਗ ਲਈ). ਬੇਸ਼ੱਕ, ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਦੀ ਗੁੰਝਲਦਾਰ ਪ੍ਰਕਿਰਿਆ ਦੇ ਕਾਰਨ, ਬਹੁਤ ਸਾਰੇ ਕਾਰਕ ਹਨ ਜੋ ਕਿ ਕਾਸਟਿੰਗ ਦੀ ਆਯਾਮੀ ਸ਼ੁੱਧਤਾ ਨੂੰ ਪ੍ਰਭਾਵਤ ਕਰਦੇ ਹਨ, ਜਿਵੇਂ ਕਿ ਉੱਲੀ. ਸਮੱਗਰੀ ਦਾ ਸੁੰਗੜਨਾ, ਨਿਵੇਸ਼ ਦੇ moldਾਂਚੇ ਦਾ ਵਿਗਾੜ, ਹੀਟਿੰਗ ਅਤੇ ਕੂਲਿੰਗ ਪ੍ਰਕਿਰਿਆ ਵਿਚ ਸ਼ੈੱਲ ਦਾ ਲਕੀਰ ਤਬਦੀਲੀ, ਅਲਾਇਡ ਦਾ ਸੁੰਗੜਨ ਅਤੇ ਠੋਸ ਪ੍ਰਕਿਰਿਆ ਦੇ ਦੌਰਾਨ ਕਾਸਟਿੰਗ ਦਾ ਵਿਗਾੜ, ਆਦਿ, ਇਸ ਲਈ ਅਯਾਮੀ ਸ਼ੁੱਧਤਾ. ਸਧਾਰਣ ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਵਧੇਰੇ ਹੁੰਦੀ ਹੈ, ਪਰੰਤੂ ਇਸਦੇ ਨਿਰੰਤਰਤਾ ਨੂੰ ਅਜੇ ਵੀ ਸੁਧਾਰਨ ਦੀ ਜ਼ਰੂਰਤ ਹੁੰਦੀ ਹੈ (ਦਰਮਿਆਨੇ ਅਤੇ ਉੱਚ ਤਾਪਮਾਨ ਵਾਲੇ ਵੈਕਸਾਂ ਨਾਲ ਕਾਸਟਿੰਗ ਦੀ ਅਕਾਰ ਦੀ ਇਕਸਾਰਤਾ ਵਿੱਚ ਬਹੁਤ ਸੁਧਾਰ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ).
ਜਦੋਂ ਨਿਵੇਸ਼ ਦੇ moldਾਂਚੇ ਨੂੰ ਦਬਾਉਂਦੇ ਹੋ, ਤਾਂ ਗੁਫਾ ਦੇ ਉੱਚ ਪੱਧਰੀ ਨਿਰਵਿਘਨਤਾ ਨਾਲ ਦਬਾਅ ਕਿਸਮ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਇਸ ਲਈ ਨਿਵੇਸ਼ moldਾਂਚੇ ਦੀ ਸਤਹ ਨਿਰਵਿਘਨਤਾ ਵੀ ਤੁਲਨਾਤਮਕ ਤੌਰ ਤੇ ਉੱਚ ਹੈ. ਇਸ ਤੋਂ ਇਲਾਵਾ, ਸ਼ੈੱਲ ਇਕ ਵਿਸ਼ੇਸ਼ ਉੱਚ-ਤਾਪਮਾਨ ਵਾਲੇ ਚਿਪਕਣ ਵਾਲਾ ਅਤੇ ਇਕ ਰਿਫ੍ਰੈਕਟਰੀ ਪਦਾਰਥ ਤੋਂ ਬਣਿਆ ਇਕ ਪ੍ਰਤਿਬਿੰਬਕਾਰੀ ਪਰਤ ਦਾ ਬਣਿਆ ਹੁੰਦਾ ਹੈ, ਜੋ ਕਿ ਨਿਵੇਸ਼ ਦੇ moldਾਂਚੇ 'ਤੇ ਲਪੇਟਿਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਗੁਫਾ ਦੀ ਅੰਦਰਲੀ ਸਤਹ ਜੋ ਪਿਘਲੇ ਹੋਏ ਧਾਤ ਦੇ ਸਿੱਧੇ ਸੰਪਰਕ ਵਿਚ ਹੈ ਇਕ ਹੈ. ਉੱਚ ਨਿਰਵਿਘਨਤਾ. ਇਸ ਲਈ, ਨਿਵੇਸ਼ ਦੇ ingsਾਲਣ ਦੀ ਸਤਹ ਖ਼ਤਮ ਆਮ ਕਾਸਟਿੰਗ ਨਾਲੋਂ ਵੱਧ ਹੈ, ਆਮ ਤੌਰ ਤੇ Ra.1.6 ~ 3.2μm ਤੱਕ ਪਹੁੰਚ ਜਾਂਦੀ ਹੈ.
ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਦਾ ਸਭ ਤੋਂ ਵੱਡਾ ਫਾਇਦਾ ਇਹ ਹੈ ਕਿ ਕਿਉਂਕਿ ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਵਿੱਚ ਉੱਚ ਅਯਾਮੀ ਸ਼ੁੱਧਤਾ ਅਤੇ ਸਤਹ ਦੀ ਸਮਾਪਤੀ ਹੁੰਦੀ ਹੈ, ਇਸ ਲਈ ਮਸ਼ੀਨਰੀ ਦਾ ਕੰਮ ਘੱਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਪਰ ਵਧੇਰੇ ਲੋੜਾਂ ਵਾਲੇ ਹਿੱਸਿਆਂ ਤੇ ਸਿਰਫ ਥੋੜ੍ਹੀ ਜਿਹੀ ਮਸ਼ੀਨਿੰਗ ਭੱਤਾ ਬਚਿਆ ਜਾ ਸਕਦਾ ਹੈ, ਅਤੇ ਇੱਥੋ ਤਕ ਕਿ ਕੁਝ ਕਾਸਟਿੰਗ ਸਿਰਫ ਛੱਡ ਦਿੱਤੀ ਗਈ ਹੈ. ਇੱਕ ਪੀਹਣ ਅਤੇ ਪਾਲਿਸ਼ ਭੱਤਾ, ਅਤੇ ਇਸ ਨੂੰ ਮਕੈਨੀਕਲ ਪ੍ਰੋਸੈਸਿੰਗ ਤੋਂ ਬਿਨਾਂ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ. ਇਹ ਵੇਖਿਆ ਜਾ ਸਕਦਾ ਹੈ ਕਿ ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਵਿਧੀ ਦੀ ਵਰਤੋਂ ਮਸ਼ੀਨ ਟੂਲ ਉਪਕਰਣਾਂ ਅਤੇ ਪ੍ਰੋਸੈਸਿੰਗ ਮੈਨ-ਘੰਟਿਆਂ ਦੀ ਬਹੁਤ ਸਾਰੀ ਬਚਤ ਕਰ ਸਕਦੀ ਹੈ, ਅਤੇ ਮੈਟਲ ਕੱਚੇ ਮਾਲ ਨੂੰ ਬਚਾ ਸਕਦੀ ਹੈ.
ਨਿਵੇਸ਼ ਨੂੰ ingਾਲਣ ਦੇ methodੰਗ ਦਾ ਇਕ ਹੋਰ ਫਾਇਦਾ ਇਹ ਹੈ ਕਿ ਇਹ ਵੱਖ ਵੱਖ ਐਲੋਅਜ਼ ਦੀ ਗੁੰਝਲਦਾਰ ਕਾਸਟਿੰਗ ਕਰ ਸਕਦਾ ਹੈ, ਖ਼ਾਸਕਰ ਉੱਚ ਤਾਪਮਾਨ ਦੇ ਮਿਸ਼ਰਤ ਕਾਸਟਿੰਗ. ਉਦਾਹਰਣ ਦੇ ਲਈ, ਇੱਕ ਜੈੱਟ ਇੰਜਨ ਦਾ ਬਲੇਡ, ਇਸਦਾ ਸੁਚਾਰੂ ਪ੍ਰੋਫਾਈਲ ਅਤੇ ਕੂਲਿੰਗ ਪੇਟ, ਸ਼ਾਇਦ ਹੀ ਮਸ਼ੀਨਿੰਗ ਟੈਕਨੋਲੋਜੀ ਦੁਆਰਾ ਬਣਾਇਆ ਜਾ ਸਕੇ. ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦੁਆਰਾ ਉਤਪਾਦਨ ਨਾ ਸਿਰਫ ਵੱਡੇ ਉਤਪਾਦਨ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰ ਸਕਦੇ ਹਨ, castਾਲਾਂ ਦੀ ਇਕਸਾਰਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾ ਸਕਦੇ ਹਨ, ਬਲਕਿ ਮਸ਼ੀਨਿੰਗ ਦੇ ਬਾਅਦ ਚਾਕੂ ਦੇ ਨਿਸ਼ਾਨਾਂ ਦੇ ਤਣਾਅ ਦੀ ਇਕਾਗਰਤਾ ਤੋਂ ਵੀ ਬਚ ਸਕਦੇ ਹਨ.
ਸਟੀਲ ਦੀ ingਾਲਣ ਵਾਲੀ ਸਮੱਗਰੀ
ਕਾਸਟ ਸਟੇਨਲੈਸ ਸਟੀਲ ਨੂੰ ਆਮ ਤੌਰ ਤੇ ਤਿੰਨ ਸ਼੍ਰੇਣੀਆਂ ਵਿੱਚ ਵੰਡਿਆ ਜਾ ਸਕਦਾ ਹੈ, ਅਰਥਾਤ, ਇੰਜੀਨੀਅਰਿੰਗ structuresਾਂਚਿਆਂ ਲਈ ਦਰਮਿਆਨੀ ਅਤੇ ਉੱਚ-ਤਾਕਤ ਵਾਲਾ ਮਾਰਟੇਨਸਟੀਕ ਸਟੀਲੈੱਸ ਸਟੀਲ, ਖੋਰ-ਰੋਧਕ ਸਟੀਲ ਅਤੇ ਗਰਮੀ-ਰੋਧਕ ਸਟੀਲ ਰਹਿਤ ਸਟੀਲ.
- ਮੱਧਮ ਅਤੇ ਉੱਚ-ਤਾਕਤ ਵਾਲਾ ਮਾਰਟੇਨਸੈਟਿਕ ਸਟੀਲ: ਮਾਰਟੇਨੇਟਿਕ ਸਟੀਲ ਅਤੇ ਮੀਂਹ ਸਮੇਤ ਸਖਤ ਸਟੈਨਲੈਸ ਸਟੀਲ. ਇੰਜੀਨੀਅਰਿੰਗ ਐਪਲੀਕੇਸ਼ਨਾਂ ਵਿਚ, ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਮੁੱਖ ਸੂਚਕ ਹਨ, ਅਤੇ ਇਹ ਵਾਯੂਮੰਡਲ ਮੀਡੀਆ ਅਤੇ ਨਰਮ ਕੋਰੋਸਾਈਵ ਮੀਡੀਆ (ਜਿਵੇਂ ਪਾਣੀ ਅਤੇ ਕੁਝ ਜੈਵਿਕ ਪਦਾਰਥ) ਦੇ ਪ੍ਰਤੀ ਰੋਧਕ ਹੈ. ਮੈਟਲੋਗ੍ਰਾਫਿਕ structureਾਂਚਾ ਘੱਟ ਕਾਰਬਨ ਲੇਥ ਮਾਰਟੇਨਾਈਟ ਹੈ.
- ਖੋਰ-ਰੋਧਕ ਸਟੀਲ ਰਹਿਤ ਸਟੀਲ: ਸਟੇਨਲੈੱਸ ਅਤੇ ਐਸਿਡ-ਰੋਧਕ ਸਟੀਲ ਦੇ ਤੌਰ ਤੇ ਵੀ ਜਾਣਿਆ ਜਾਂਦਾ ਹੈ. ਇਹ ਮੁੱਖ ਤੌਰ ਤੇ ਇਸਦੇ ਖੋਰ ਪ੍ਰਤੀਰੋਧ ਦਾ ਮੁਲਾਂਕਣ ਕਰਦਾ ਹੈ. ਇਸ ਨੂੰ ਦੋ ਸ਼੍ਰੇਣੀਆਂ ਵਿੱਚ ਵੰਡਿਆ ਜਾ ਸਕਦਾ ਹੈ: ਕਰੋਮੀਅਮ ਸਟੇਨਲੈਸ ਸਟੀਲ ਅਤੇ ਨਿਕਲ-ਕ੍ਰੋਮਿਅਮ ਸਟੀਲ ਸਟੀਲ. ਸਟੈਨਲੈਸ ਸਟੀਲ ਦੇ ਖੋਰ ਟਾਕਰੇ ਨੂੰ ਪ੍ਰਭਾਵਤ ਕਰਨ ਵਾਲੇ ਮੁੱਖ ਕਾਰਕ ਕਾਰਬਨ ਸਮਗਰੀ ਅਤੇ ਤਿੱਖੇ ਕਾਰਬਾਈਡਾਂ ਦੀ ਮਾਤਰਾ ਹਨ. ਕਾਰਬਨ ਆਮ ਤੌਰ 'ਤੇ ਬਹੁਤ ਘੱਟ ਹੁੰਦਾ ਹੈ, ਆਮ ਤੌਰ' ਤੇ 0.08% ਤੋਂ ਘੱਟ.
- ਗਰਮੀ-ਰੋਧਕ ਸਟੇਨਲੈਸ ਸਟੀਲ: ਗਰਮੀ ਪ੍ਰਤੀਰੋਧਕ ਸਟੈਨਲੈਸ ਸਟੀਲ ਲਈ, ਕਿਉਕਿ ਉੱਚ-ਤਾਪਮਾਨ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾ ਸਟੀਲ ਵਿਚ ਸਥਿਰ ਕਾਰਬਾਈਡ ਵਰਖਾ ਪੜਾਅ 'ਤੇ ਨਿਰਭਰ ਕਰਦੀ ਹੈ, ਕਾਰਬਨ ਦੀ ਸਮਗਰੀ ਖੋਰ-ਰੋਧਕ ਸਟੀਲ ਨਾਲੋਂ ਲਗਭਗ 0.20% ਜਾਂ ਵੱਧ ਹੈ. ਉੱਚ-ਮਿਸ਼ਰਤ ਗਰਮੀ-ਰੋਧਕ ਸਟੀਲ ਕਾਸਟਿੰਗ ਦਾ ਗਰਮੀ-ਰੋਧਕ ਤਾਪਮਾਨ 650 above ਤੋਂ ਉੱਪਰ ਪਹੁੰਚ ਸਕਦਾ ਹੈ
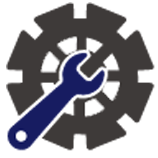
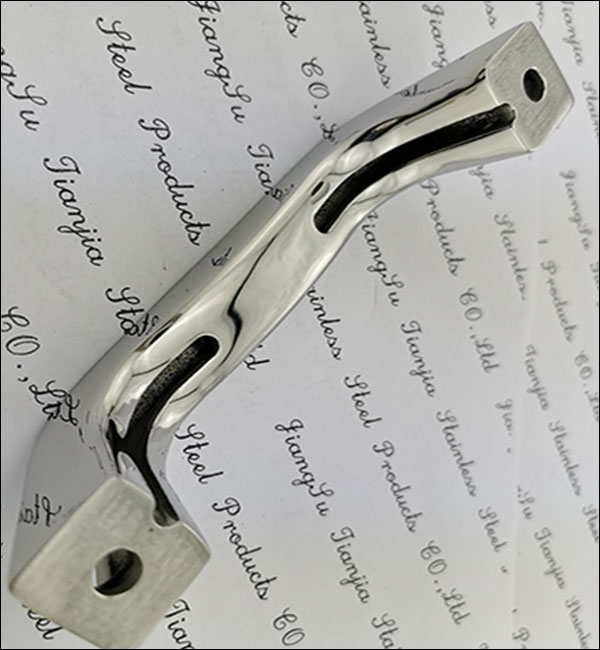
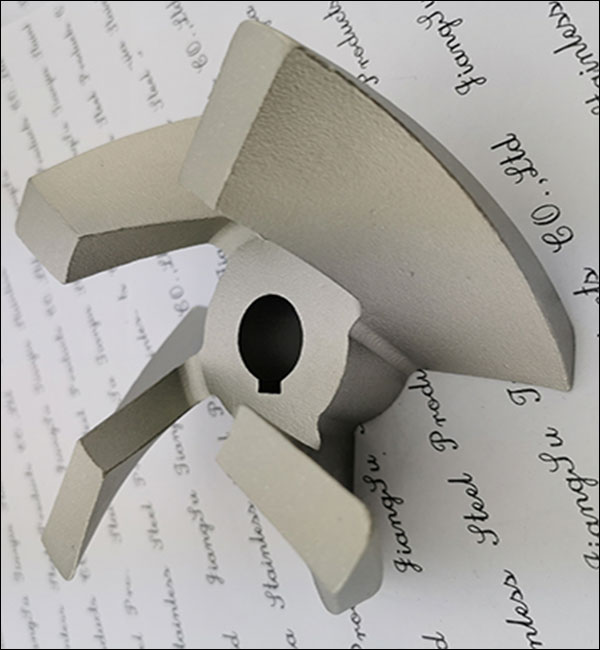
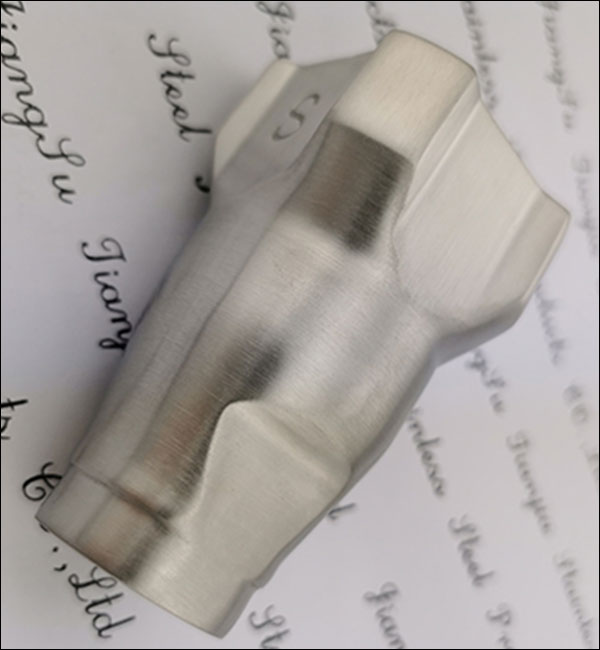
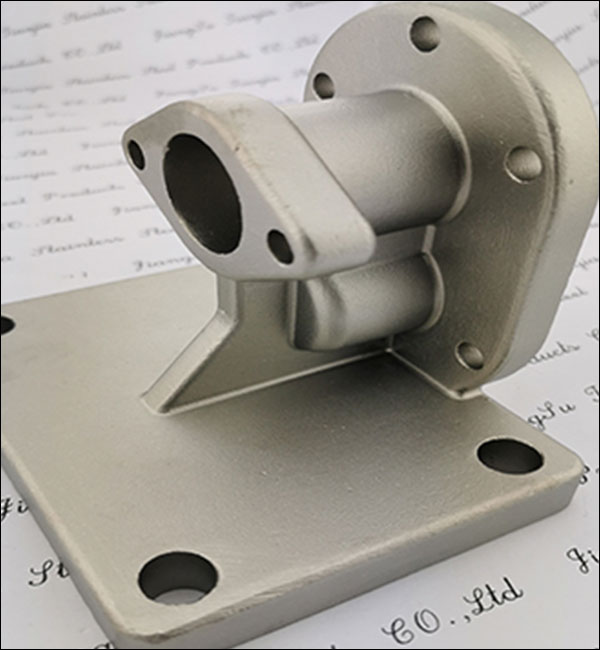
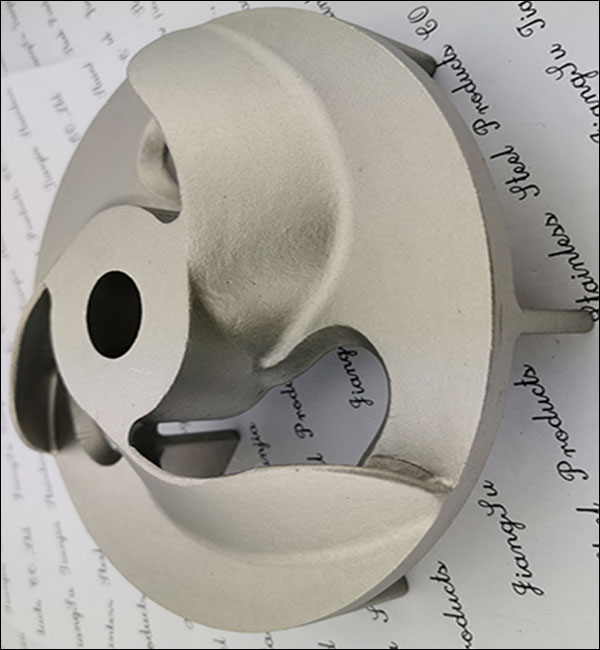
ਸਟੀਕ ਇਨਵੈਸਟਮੈਂਟ ਕਾਸਟਿੰਗ ਸਟੀਲ ਪਾਰਟਸ ਇਸ ਦੀਆਂ ਲੋੜੀਂਦੀਆਂ ਸਰੀਰਕ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਕਾਰਨ ਬਹੁਤ ਸਾਰੇ ਉਦਯੋਗਾਂ ਦੀ ਚੋਣ ਬਣ ਰਹੇ ਹਨ! ਸਟੈਨਲੈਸ ਸਟੀਲ ਬਹੁਤ ਸਾਰੀਆਂ ਕਾਸਟਿੰਗ ਪ੍ਰੋਜੈਕਟਾਂ ਲਈ ਸਭ ਤੋਂ ਮਸ਼ਹੂਰ ਉਦਯੋਗਿਕ ਮਿਸ਼ਰਤ ਹੈ, ਇਸਦੇ ਸ਼ਾਨਦਾਰ ਸਰੀਰਕ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦੇ ਕਾਰਨ. ਹੇਠਾਂ ਦਿੱਤੇ ਲਾਭਾਂ ਨੇ ਸਟੈਨਲੈਸ ਸਟੀਲ ਦੇ ਪੁਰਜ਼ਿਆਂ ਅਤੇ ਉਤਪਾਦਾਂ ਨੂੰ ਬਹੁਤ ਸਾਰੇ ਉਦਯੋਗਾਂ ਅਤੇ ਐਪਲੀਕੇਸ਼ਨਾਂ ਲਈ ਇੱਕ ਵਿਹਾਰਕ ਵਿਕਲਪ ਬਣਾਇਆ ਹੈ, ਹਾਲਾਂਕਿ ਉਹ ਵਿਸ਼ੇਸ਼ ਤੌਰ 'ਤੇ ਮੈਡੀਕਲ, ਵਾਹਨ, ਏਰੋਸਪੇਸ, ਸਿਹਤ ਸੰਭਾਲ ਅਤੇ ਖਪਤਕਾਰ ਇਲੈਕਟ੍ਰੋਨਿਕਸ ਦੇ ਖੇਤਰਾਂ ਵਿੱਚ ਅਨੁਕੂਲ ਹਨ. ਜਦੋਂ ਕਿ ਸਟੀਨ ਭਾਗਾਂ ਨੂੰ ਪੁੰਜ ਬਣਾਉਣ ਦਾ ਸਭ ਤੋਂ ਉੱਤਮ ਅਤੇ ਤੇਜ਼ wayੰਗ ਹੈ ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਖਾਸ ਕਰਕੇ ਖੋਰ ਪ੍ਰਤੀਰੋਧਕ ਸਟੇਨਲੈਸ ਸਟੀਲ ਨਾਲ ਦੂਰ ਤੱਕ ਪਹੁੰਚਣਾ.
ਮਿਨਗ ਕੇਸ ਸਟੱਡੀਜ਼ ਆਫ ਸਟੀਲ ਕਾਸਟਿੰਗ
ਮਿਿੰਗ ਕੈਸਟਿੰਗ ਫੈਬਰੇਕਸ਼ਨ ਸੇਵਾਵਾਂ ਤੁਹਾਡੇ ਅਲਮੀਨੀਅਮ ਕਾਸਟਿੰਗ ਪਾਰਟਸ, ਜ਼ਿੰਕ ਕਾਸਟਿੰਗ ਪਾਰਟਸ, ਮੈਗਨੀਸ਼ੀਅਮ ਕਾਸਟਿੰਗ, ਟਾਈਟਨੀਅਮ ਕਾਸਟਿੰਗ ਪਾਰਟਸ, ਸਟੇਨਲੈਸ ਸਟੀਲ ਕਾਸਟਿੰਗ ਪਾਰਟਸ, ਤਾਂਪਰ ਕਾਸਟਿੰਗ ਪਾਰਟਸ, ਸਟੀਲ ਕਾਸਟਿੰਗ ਪਾਰਟਸ, ਬ੍ਰੱਸ ਕਾਸਟਿੰਗ ਦੋਵਾਂ ਡਿਜ਼ਾਇਨ ਤੋਂ ਹਕੀਕਤ ਅਤੇ ਘੱਟ ਤੋਂ ਲੈ ਕੇ ਹਾਈ ਵੋਲਯੂਮ ਪ੍ਰੋਡਕਸ਼ਨ ਰਨ ਦੋਵਾਂ ਲਈ ਉਪਲਬਧ ਹਨ. ਹਿੱਸੇ ਅਤੇ ਹੋਰ.







ਹੋਰ ਕਾਸਟਿੰਗ ਪਾਰਟਸ ਕੇਸ ਸਟੱਡੀਜ਼ >>> ਦੇਖਣ ਲਈ ਜਾਓ
ਸਰਬੋਤਮ ਸਟੀਲ ਕਾਸਟਿੰਗ ਸਪਲਾਇਰ ਦੀ ਚੋਣ ਕਰੋ
ਵਰਤਮਾਨ ਵਿੱਚ, ਸਾਡੇ ਸਟੀਲ ਕਾਸਟਿੰਗ ਦੇ ਹਿੱਸੇ ਅਮਰੀਕਾ, ਕਨੇਡਾ, ਆਸਟਰੇਲੀਆ, ਯੂਨਾਈਟਿਡ ਕਿੰਗਡਮ, ਜਰਮਨੀ, ਫਰਾਂਸ, ਸਾoutਥ ਅਫਰੀਕਾ ਅਤੇ ਪੂਰੀ ਦੁਨੀਆ ਦੇ ਕਈ ਹੋਰ ਦੇਸ਼ਾਂ ਵਿੱਚ ਨਿਰਯਾਤ ਕੀਤੇ ਜਾਂਦੇ ਹਨ. ਅਸੀਂ ISO9001-2015 ਰਜਿਸਟਰਡ ਹਾਂ ਅਤੇ ਐਸਜੀਐਸ ਦੁਆਰਾ ਪ੍ਰਮਾਣਿਤ ਵੀ ਹਾਂ.
ਸਾਡੀ ਕਸਟਮ ਸਟੇਨਲੈਸ ਸਟੀਲ ਕਾਸਟਿੰਗ ਫੈਬਰੇਕਿੰਗ ਸਰਵਿਸ ਟਿਕਾurable ਅਤੇ ਕਿਫਾਇਤੀ ਕਾਸਟਿੰਗ ਪ੍ਰਦਾਨ ਕਰਦੀ ਹੈ ਜੋ ਵਾਹਨ, ਮੈਡੀਕਲ, ਏਰੋਸਪੇਸ, ਇਲੈਕਟ੍ਰਾਨਿਕਸ, ਭੋਜਨ, ਨਿਰਮਾਣ, ਸੁਰੱਖਿਆ, ਸਮੁੰਦਰੀ ਅਤੇ ਹੋਰ ਉਦਯੋਗਾਂ ਲਈ ਤੁਹਾਡੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨੂੰ ਪੂਰਾ ਕਰਦੀ ਹੈ. ਘੱਟ ਤੋਂ ਘੱਟ ਸਮੇਂ ਵਿਚ ਇਕ ਮੁਫਤ ਹਵਾਲਾ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਆਪਣੀ ਜਾਂਚ ਭੇਜਣ ਜਾਂ ਆਪਣੀ ਤਸਵੀਰ ਲਿਖਣ ਲਈ ਤੇਜ਼. ਸਾਡੇ ਨਾਲ ਸੰਪਰਕ ਕਰੋ ਜਾਂ ਈਮੇਲ বিক্রয়@hmminghe.com ਇਹ ਵੇਖਣ ਲਈ ਕਿ ਸਾਡੇ ਲੋਕ, ਉਪਕਰਣ ਅਤੇ ਟੂਲਿੰਗ ਤੁਹਾਡੇ ਸਟੇਨਲੈਸ ਸਟੀਲ ਕਾਸਟਿੰਗ ਪ੍ਰੋਜੈਕਟ ਲਈ ਸਭ ਤੋਂ ਵਧੀਆ ਕੀਮਤ ਲਈ ਵਧੀਆ ਕੁਆਲਟੀ ਕਿਵੇਂ ਲੈ ਕੇ ਆ ਸਕਦੀ ਹੈ.
ਅਸੀਂ ਕਾਸਟਿੰਗ ਸੇਵਾਵਾਂ ਪ੍ਰਦਾਨ ਕਰਦੇ ਹਾਂ ਸ਼ਾਮਲ ਕਰੋ:
ਮਿੰਘੇ ਕਾਸਟਿੰਗ ਸੇਵਾਵਾਂ ਰੇਤ ਦੇ ingੱਕਣ ਨਾਲ ਕੰਮ ਕਰ ਰਹੀਆਂ ਹਨ 、 ਮੈਟਲ ਕਾਸਟਿੰਗ 、 ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਗੁੰਮਿਆ ਹੋਇਆ ਝੱਗ ਕਾਸਟਿੰਗ, ਅਤੇ ਹੋਰ ਬਹੁਤ ਕੁਝ.
ਰੇਤ ਕਾਸਟਿੰਗ
ਰੇਤ ਕਾਸਟਿੰਗ ਇੱਕ ਰਵਾਇਤੀ ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਹੈ ਜੋ ਕਿ ਰੇਤ ਦਾ ਇਸਤੇਮਾਲ ਮੁੱਖ ਮਾਡਲਿੰਗ ਸਮੱਗਰੀ ਦੇ ਤੌਰ ਤੇ ਕਰਦਾ ਹੈ. ਗ੍ਰੈਵਿਟੀ ਕਾਸਟਿੰਗ ਦੀ ਵਰਤੋਂ ਆਮ ਤੌਰ ਤੇ ਰੇਤ ਦੇ sੇਰਾਂ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਘੱਟ ਦਬਾਅ ਪਾਉਣ ਵਾਲੇ ਕਾਸਟਿੰਗ, ਸੈਂਟਰਿਫਿalਜਲ ਕਾਸਟਿੰਗ ਅਤੇ ਹੋਰ ਪ੍ਰਕਿਰਿਆਵਾਂ ਦੀ ਵਰਤੋਂ ਉਦੋਂ ਵੀ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ ਜਦੋਂ ਵਿਸ਼ੇਸ਼ ਲੋੜਾਂ ਹੁੰਦੀਆਂ ਹਨ. ਰੇਤ ਦੇ ingੱਕਣ ਦੀ ਅਨੁਕੂਲਤਾ ਦੀ ਇੱਕ ਵਿਸ਼ਾਲ ਸ਼੍ਰੇਣੀ ਹੈ, ਛੋਟੇ ਟੁਕੜੇ, ਵੱਡੇ ਟੁਕੜੇ, ਸਧਾਰਣ ਟੁਕੜੇ, ਗੁੰਝਲਦਾਰ ਟੁਕੜੇ, ਇੱਕ ਟੁਕੜੇ, ਅਤੇ ਵੱਡੀ ਮਾਤਰਾ ਵਿੱਚ ਵਰਤੀ ਜਾ ਸਕਦੀ ਹੈ.
ਸਥਾਈ ਮੋਲਡ ਕਾਸਟਿੰਗ
ਸਥਾਈ ਮੋਲਡ ਕਾਸਟਿੰਗ ਲੰਬੀ ਉਮਰ ਅਤੇ ਉਤਪਾਦਨ ਦੀ ਉੱਚ ਕੁਸ਼ਲਤਾ ਰੱਖੋ, ਨਾ ਸਿਰਫ ਚੰਗੀ ਅਯਾਮੀ ਸ਼ੁੱਧਤਾ ਅਤੇ ਨਿਰਵਿਘਨ ਸਤਹ ਹੈ, ਬਲਕਿ ਰੇਤ ਦੇ ingsੱਕਣ ਨਾਲੋਂ ਵੀ ਜ਼ਿਆਦਾ ਤਾਕਤ ਹੈ ਅਤੇ ਜਦੋਂ ਇਹੋ ਪਿਘਲੀ ਹੋਈ ਧਾਤ ਨੂੰ ਪਾਇਆ ਜਾਂਦਾ ਹੈ ਤਾਂ ਨੁਕਸਾਨ ਹੋਣ ਦੀ ਸੰਭਾਵਨਾ ਘੱਟ ਹੁੰਦੀ ਹੈ. ਇਸ ਲਈ, ਦਰਮਿਆਨੇ ਅਤੇ ਛੋਟੇ ਗੈਰ-ਧਾਤੂ ਧਾਤ ਦੇ ingsੱਕਣ ਦੇ ਵਿਸ਼ਾਲ ਉਤਪਾਦਨ ਵਿੱਚ, ਜਦੋਂ ਤੱਕ ਕਾਸਟਿੰਗ ਸਮਗਰੀ ਦਾ ਪਿਘਲਨਾ ਬਿੰਦੂ ਜ਼ਿਆਦਾ ਨਹੀਂ ਹੁੰਦਾ, ਆਮ ਤੌਰ ਤੇ ਮੈਟਲ ਕਾਸਟਿੰਗ ਨੂੰ ਤਰਜੀਹ ਦਿੱਤੀ ਜਾਂਦੀ ਹੈ.

ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ
ਦਾ ਸਭ ਤੋਂ ਵੱਡਾ ਫਾਇਦਾ ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਉਹ ਇਹ ਹੈ ਕਿ ਕਿਉਂਕਿ ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਵਿੱਚ ਉੱਚ-ਅਯਾਮੀ ਸ਼ੁੱਧਤਾ ਅਤੇ ਸਤਹ ਦੀ ਸਮਾਪਤੀ ਹੁੰਦੀ ਹੈ, ਉਹ ਮਸ਼ੀਨਿੰਗ ਦੇ ਕੰਮ ਨੂੰ ਘਟਾ ਸਕਦੇ ਹਨ, ਪਰ ਉੱਚ ਜ਼ਰੂਰਤਾਂ ਵਾਲੇ ਹਿੱਸਿਆਂ ਤੇ ਥੋੜਾ ਜਿਹਾ ਮਸ਼ੀਨ ਭੱਤਾ ਛੱਡ ਦਿੰਦੇ ਹਨ. ਇਹ ਵੇਖਿਆ ਜਾ ਸਕਦਾ ਹੈ ਕਿ ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਵਿਧੀ ਦੀ ਵਰਤੋਂ ਮਸ਼ੀਨ ਟੂਲ ਉਪਕਰਣਾਂ ਅਤੇ ਪ੍ਰੋਸੈਸਿੰਗ ਮੈਨ-ਘੰਟਿਆਂ ਦੀ ਬਹੁਤ ਸਾਰੀ ਬਚਤ ਕਰ ਸਕਦੀ ਹੈ, ਅਤੇ ਮੈਟਲ ਕੱਚੇ ਮਾਲ ਨੂੰ ਬਚਾ ਸਕਦੀ ਹੈ.
ਫੋਮ ਕਾਸਟਿੰਗ ਗੁੰਮ ਗਈ
ਫੋਮ ਕਾਸਟਿੰਗ ਗੁੰਮ ਗਈ ਪੈਰਾਫਿਨ ਮੋਮ ਜਾਂ ਝੱਗ ਦੇ ਮਾੱਡਲਾਂ ਨੂੰ ਕਾਸਟਿੰਗ ਦੇ ਆਕਾਰ ਅਤੇ ਆਕਾਰ ਦੇ ਸਮਾਨ ਮਾਡਲ ਸਮੂਹ ਵਿੱਚ ਜੋੜਨਾ ਹੈ. ਬ੍ਰੈਫਿਕਟ ਅਤੇ ਰੀਫ੍ਰੈਕਟਰੀ ਕੋਟਿੰਗਸ ਨੂੰ ਸੁਕਾਉਣ ਤੋਂ ਬਾਅਦ, ਉਨ੍ਹਾਂ ਨੂੰ ਕੰਬਣੀ ਮਾਡਲਿੰਗ ਲਈ ਸੁੱਕੀ ਕੁਆਰਟਜ਼ ਰੇਤ ਵਿੱਚ ਦਫਨਾਇਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਮਾਡਲ ਨੂੰ ਗੈਸੀਫਾਈ ਕਰਨ ਲਈ ਨਕਾਰਾਤਮਕ ਦਬਾਅ ਹੇਠ ਡੋਲਿਆ ਜਾਂਦਾ ਹੈ. , ਤਰਲ ਧਾਤ ਮਾੱਡਲ ਦੀ ਸਥਿਤੀ 'ਤੇ ਕਬਜ਼ਾ ਕਰਦੀ ਹੈ ਅਤੇ ਇਕਸਾਰਤਾ ਅਤੇ ਕੂਲਿੰਗ ਤੋਂ ਬਾਅਦ ਇਕ ਨਵਾਂ ਪਲੱਸਤਰ methodੰਗ ਬਣਾਉਂਦੀ ਹੈ.

ਮਾਈ ਦਾ ਕਾਸਟਿੰਗ
ਡਾਈ ਕਾਸਟਿੰਗ ਇੱਕ ਧਾਤ ਦੀ ਸੁੱਟਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਹੈ, ਜੋ ਕਿ ਉੱਲੀ ਦੀਆਂ ਪੇਟਾਂ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਪਿਘਲੇ ਹੋਏ ਧਾਤ ਨੂੰ ਉੱਚ ਦਬਾਅ ਲਗਾਉਣ ਦੁਆਰਾ ਦਰਸਾਈ ਜਾਂਦੀ ਹੈ. ਉੱਲੀ ਆਮ ਤੌਰ ਤੇ ਉੱਚ ਤਾਕਤ ਵਾਲੇ ਐਲੋਇਸ ਦੇ ਬਣੇ ਹੁੰਦੇ ਹਨ, ਅਤੇ ਇਹ ਪ੍ਰਕਿਰਿਆ ਕੁਝ ਹੱਦ ਤਕ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ ਵਰਗੀ ਹੈ. ਜ਼ਿਆਦਾਤਰ ਡਾਈ ਕਾਸਟਿੰਗ ਆਇਰਨ ਮੁਕਤ ਹੁੰਦੇ ਹਨ, ਜਿਵੇਂ ਜ਼ਿੰਕ, ਤਾਂਬਾ, ਅਲਮੀਨੀਅਮ, ਮੈਗਨੀਸ਼ੀਅਮ, ਲੀਡ, ਟੀਨ, ਅਤੇ ਲੀਡ-ਟੀਨ ਐਲੋਏ ਅਤੇ ਉਨ੍ਹਾਂ ਦੇ ਐਲੋਏ. ਮਿੰਘੇ ਚੀਨ ਦੇ ਚੋਟੀ ਦੇ ਰਹੇ ਹਨ ਡਾਈ ਕਾਸਟਿੰਗ ਸੇਵਾ 1995 ਤੋਂ.
ਸੈਂਟਰਫਿugਗਲ ਕਾਸਟਿੰਗ
ਸੈਂਟਰਫਿugਗਲ ਕਾਸਟਿੰਗ ਤਰਲ ਧਾਤ ਨੂੰ ਉੱਚ ਰਫਤਾਰ ਘੁੰਮਾਉਣ ਵਾਲੇ ਮੋਲਡ ਵਿੱਚ ਟੀਕੇ ਲਗਾਉਣ ਦੀ ਇੱਕ ਤਕਨੀਕ ਅਤੇ methodੰਗ ਹੈ, ਤਾਂ ਜੋ ਤਰਲ ਧਾਤੂ ਉੱਲੀ ਨੂੰ ਭਰਨ ਅਤੇ ਇੱਕ ਕਾਸਟਿੰਗ ਬਣਾਉਣ ਲਈ ਕੇਂਦ੍ਰੋਧਕ ਗਤੀ ਹੈ. ਕੇਂਦ੍ਰਿਗੁਅਲ ਅੰਦੋਲਨ ਦੇ ਕਾਰਨ, ਤਰਲ ਧਾਤ ਉੱਲੀ ਨੂੰ ਰੇਡੀਏਲ ਦਿਸ਼ਾ ਵਿੱਚ ਚੰਗੀ ਤਰ੍ਹਾਂ ਭਰ ਸਕਦੀ ਹੈ ਅਤੇ ਕਾਸਟਿੰਗ ਦੀ ਮੁਫਤ ਸਤਹ ਬਣਾ ਸਕਦੀ ਹੈ; ਇਹ ਧਾਤ ਦੀ ਕ੍ਰਿਸਟਲਾਈਜ਼ੇਸ਼ਨ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਪ੍ਰਭਾਵਤ ਕਰਦਾ ਹੈ, ਇਸ ਨਾਲ ਕਾਸਟਿੰਗ ਦੀਆਂ ਮਕੈਨੀਕਲ ਅਤੇ ਸਰੀਰਕ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਵਿੱਚ ਸੁਧਾਰ ਹੁੰਦਾ ਹੈ.

ਘੱਟ ਦਬਾਅ ਕਾਸਟਿੰਗ
ਘੱਟ ਦਬਾਅ ਕਾਸਟਿੰਗ ਇਸਦਾ ਅਰਥ ਹੈ ਕਿ ਉੱਲੀ ਨੂੰ ਆਮ ਤੌਰ 'ਤੇ ਇਕ ਸੀਲਬੰਦ ਕਰੂਸੀਬਲ ਦੇ ਉੱਪਰ ਰੱਖਿਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਪਿਘਲੇ ਹੋਏ ਧਾਤ ਦੀ ਸਤਹ' ਤੇ ਘੱਟ ਦਬਾਅ (0.06 0.15 95MPa) ਦਾ ਕਾਰਨ ਬਣਨ ਵਾਲੀ ਹਵਾ ਨੂੰ ਸੂਲ਼ੀ ਵਿਚ ਪੇਸ਼ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਕਿ ਪਿਘਲੇ ਹੋਏ ਧਾਤ ਨੂੰ ਰਾਈਜ਼ਰ ਪਾਈਪ ਤੋਂ ਚੜ੍ਹਨ ਤਕ ਮੋਲਡ ਭਰੋ ਅਤੇ ਸੋਲਿਡਫਾਈਡ ਕਾਸਟਿੰਗ ਵਿਧੀ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕਰੋ. ਇਸ castਾਲਣ ਦੇ methodੰਗ ਵਿਚ ਚੰਗੀ ਖੁਰਾਕ ਅਤੇ ਸੰਘਣੀ ਬਣਤਰ ਹੈ, ਵੱਡੇ ਪਤਲੇ-ਕੰਧ ਵਾਲੇ ਗੁੰਝਲਦਾਰ ingsਾਂਚੇ ਨੂੰ ਸੁੱਟਣਾ ਅਸਾਨ ਹੈ, ਕੋਈ ਰਾਈਜ਼ਰ ਨਹੀਂ ਹੈ, ਅਤੇ ਧਾਤ ਦੀ ਰਿਕਵਰੀ ਦੀ ਦਰ XNUMX% ਹੈ. ਕੋਈ ਪ੍ਰਦੂਸ਼ਣ ਨਹੀਂ, ਆਟੋਮੈਟਿਕਤਾ ਦਾ ਅਹਿਸਾਸ ਕਰਨਾ ਅਸਾਨ ਹੈ.
ਵੈੱਕਯੁਮ ਕਾਸਟਿੰਗ
ਵੈੱਕਯੁਮ ਕਾਸਟਿੰਗ ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਹੈ ਜਿਸ ਵਿਚ ਇਕ ਖਾਲੀ ਕੋਠੀ ਵਿਚ ਧਾਤ ਨੂੰ ਬਦਬੂ ਮਾਰਿਆ ਜਾਂਦਾ ਹੈ, ਡੋਲ੍ਹਿਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਕ੍ਰਿਸਟਲਾਈਜ ਕੀਤਾ ਜਾਂਦਾ ਹੈ. ਵੈੱਕਯੁਮ ਕਾਸਟਿੰਗ ਧਾਤ ਵਿੱਚ ਗੈਸ ਦੀ ਸਮੱਗਰੀ ਨੂੰ ਘੱਟ ਤੋਂ ਘੱਟ ਕਰ ਸਕਦੀ ਹੈ ਅਤੇ ਧਾਤ ਦੇ ਆਕਸੀਕਰਨ ਨੂੰ ਰੋਕ ਸਕਦੀ ਹੈ. ਇਹ ਵਿਧੀ ਬਹੁਤ ਜ਼ਿਆਦਾ ਮੰਗ ਵਾਲੀ ਖਾਸ ਐਲਾਇਲ ਸਟੀਲ ਕਾਸਟਿੰਗਜ਼ ਅਤੇ ਬਹੁਤ ਹੀ ਅਸਾਨੀ ਨਾਲ ਆਕਸੀਡਾਈਜ਼ਡ ਟਾਈਟਨੀਅਮ ਅਲਾਇਡ ਕਾਸਟਿੰਗ ਦਾ ਉਤਪਾਦਨ ਕਰ ਸਕਦੀ ਹੈ. ਮਿੰਘੇ ਕਾਸਟਿੰਗ ਵਿੱਚ ਵੈਕਿumਮ ਕਾਸਟਿੰਗ ਸਬ-ਫੈਕਟਰੀ ਹੈ, ਜੋ ਵੈੱਕਯੁਮ ਕਾਸਟਿੰਗ ਨਾਲ ਜੁੜੀਆਂ ਸਾਰੀਆਂ ਸਮੱਸਿਆਵਾਂ ਨੂੰ ਹੱਲ ਕਰਨ ਲਈ ਕਾਫ਼ੀ ਹੈ